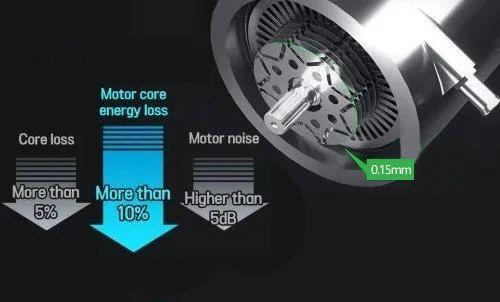
Metoda redukcji strat żelaza w projektowaniu inżynierskim
Najbardziej fundamentalnym sposobem jest poznanie przyczyny dużego zużycia żelaza, np. wysokiej gęstości magnetycznej, dużej częstotliwości, zbyt dużego lokalnego nasycenia itd. Oczywiście, zgodnie z metodą standardową, z jednej strony konieczne jest jak najwierniejsze odzwierciedlenie rzeczywistości poprzez symulację, a z drugiej strony, technologia koordynacji procesu redukuje dodatkowe zużycie żelaza. Najczęstszym sposobem jest zwiększenie wykorzystania wysokiej jakości blachy krzemowej, co pozwala na lepszą klasyfikację produktu w różnych scenariuszach zastosowań.
1. Zoptymalizowany obwód magnetyczny
Optymalizacja obwodu magnetycznego, a w szczególności optymalizacja sinusoidalnych właściwości pola magnetycznego. Jest to bardzo istotne, nie tylko dla silników indukcyjnych o stałej częstotliwości. Silnik indukcyjny o zmiennej częstotliwości jest kluczowy. Kiedyś zbudowałem dwa silniki o różnej wydajności, aby obniżyć koszty w przemyśle maszyn tekstylnych. Oczywiście najważniejsze jest, aby nie było nachylonego bieguna, co skutkowałoby sinusoidalną niespójnością pola magnetycznego w szczelinie powietrznej. Ponieważ praca odbywa się w warunkach dużej prędkości, zużycie żelaza jest stosunkowo duże, więc straty obu silników są bardzo duże. Wreszcie, po kilku kolumnach obliczeń wstecznych, zużycie żelaza silnika w algorytmie sterowania jest ponad dwukrotnie większe. Przypomina to również, że podczas regulacji prędkości silnika z konwersją częstotliwości, konieczne jest sprzężenie algorytmu sterowania.
2. Zmniejszenie gęstości magnetycznej
Najbardziej fundamentalnym sposobem jest poznanie przyczyny dużego zużycia żelaza, np. wysokiej gęstości magnetycznej, dużej częstotliwości, zbyt dużego lokalnego nasycenia itd. Oczywiście, zgodnie z metodą standardową, z jednej strony konieczne jest jak najwierniejsze odzwierciedlenie rzeczywistości poprzez symulację, a z drugiej strony, technologia koordynacji procesu redukuje dodatkowe zużycie żelaza. Najczęstszym sposobem jest zwiększenie wykorzystania wysokiej jakości blachy krzemowej, co pozwala na lepszą klasyfikację produktu w różnych scenariuszach zastosowań.
3. Zoptymalizowany obwód magnetyczny
Optymalizacja obwodu magnetycznego, a w szczególności optymalizacja sinusoidalnych właściwości pola magnetycznego. Jest to bardzo istotne, nie tylko dla silników indukcyjnych o stałej częstotliwości. Silnik indukcyjny o zmiennej częstotliwości jest kluczowy. Kiedyś zbudowałem dwa silniki o różnej wydajności, aby obniżyć koszty w przemyśle maszyn tekstylnych. Oczywiście najważniejsze jest, aby nie było nachylonego bieguna, co skutkowałoby sinusoidalną niespójnością pola magnetycznego w szczelinie powietrznej. Ponieważ praca odbywa się w warunkach dużej prędkości, zużycie żelaza jest stosunkowo duże, więc straty obu silników są bardzo duże. Wreszcie, po kilku kolumnach obliczeń wstecznych, zużycie żelaza silnika w algorytmie sterowania jest ponad dwukrotnie większe. Przypomina to również, że podczas regulacji prędkości silnika z konwersją częstotliwości, konieczne jest sprzężenie algorytmu sterowania.
4. Zmniejszenie gęstości magnetycznej
Zwiększ długość rdzenia żelaznego lub zwiększ powierzchnię przewodnictwa magnetycznego obwodu magnetycznego, aby zmniejszyć gęstość strumienia magnetycznego, ale ilość żelaza wykorzystywanego przez silnik odpowiednio wzrośnie;
5. Zmniejsz grubość wióra żelaznego, aby zmniejszyć stratę prądu indukowanego
Jeżeli zamiast blachy ze stali krzemowej walcowanej na gorąco zastosuje się blachę ze stali krzemowej walcowaną na zimno, grubość blachy ze stali krzemowej można zmniejszyć, ale cienka blacha z rdzeniem żelaznym zwiększy liczbę wiórów żelaznych oraz koszt produkcji silnika.
6. Do zmniejszenia strat histerezowych stosowana jest blacha ze stali krzemowej walcowanej na zimno o dobrej przenikalności magnetycznej
7. Wysokowydajna powłoka izolacyjna z wiórów żelaznych
8.Obróbka cieplna i technologia wytwarzania
9. Naprężenia szczątkowe po obróbce wiórowej żelaza poważnie wpływają na utratę mocy silnika, a kierunek cięcia i naprężenia ścinające podczas wykrawania mają duży wpływ na utratę mocy rdzenia żelaznego podczas obróbki blachy ze stali krzemowej. Cięcie blachy ze stali krzemowej w kierunku walcowania i obróbka cieplna blachy ze stali krzemowej po wykrawaniu mogą zmniejszyć utratę mocy o 10% do 20%.
Czas publikacji: 27-11-2023